How to Select Portable Gantry Crane Drive Wheels (1–10 Ton Guide)
menu_open
Content Quick Link
Key Takeaway
For buyers of portable gantry cranes with trackless electric drive wheel systems, correct selection is based on real working conditions, not only rated lifting capacity. The final performance depends on total traveling load, motor torque output, reducer ratio, floor friction conditions, wheel material, and control system type such as standard or VFD drive.
- Load capacity must include crane dead weight and lifted load, not only nominal tonnage
- Floor condition directly affects traction performance of trackless gantry crane drive wheels
- 1–3 ton portable gantry crane systems are suitable for light workshop material handling and maintenance tasks
- 5–10 ton electric gantry crane drive systems require higher torque, reinforced reducers, and stronger braking performance
- VFD frequency control systems improve smooth starting and stopping for mold handling, steel coil handling, and precision positioning
- Incorrect drive wheel selection leads to wheel slipping, motor overheating, and unstable crane travel
Questions This Guide Solves for Trackless Gantry Crane Drive Wheel Systems
This section summarizes the most common engineering and purchasing questions that arise when selecting a portable gantry crane with a trackless electric drive wheel system for workshop and industrial applications.
How to select a trackless electric drive wheel system for 1 ton to 10 ton gantry cranes
Selecting a portable gantry crane trackless electric drive wheel system depends on total traveling load, not only rated lifting capacity. In practical workshop conditions, a 1 ton, 3 ton, 5 ton, or 10 ton gantry crane requires different torque output, reducer ratio, and wheel configuration.
- Selection is based on full moving load including crane structure, hoist system, trolley, and lifted material
- Higher tonnage systems require stronger motor power and reinforced gearbox reducer design
- Floor condition and rolling resistance must be considered during specification selection
- Proper sizing improves stability in workshop material handling and reduces operational risk
What torque and reducer size are required for motorized gantry crane travel systems
Torque and reducer sizing directly determine whether a trackless mobile gantry crane can start, stop, and travel smoothly under load. In industrial applications, incorrect matching often leads to weak starting force or overheating during operation.
- Torque must be sufficient to overcome rolling resistance and starting inertia of full load conditions
- Reducer ratio defines low-speed high-torque output for controlled crane movement
- Heavy duty gantry crane systems require stable continuous torque performance under repeated operation
- Undersized drive systems can cause unstable travel and reduced service life of components
When to use VFD controlled gantry crane drive wheels instead of fixed speed systems
A VFD controlled electric drive wheel system is preferred when smooth movement and load stability are required. Fixed speed systems are simpler, but they do not provide the same level of control during acceleration and stopping.
- VFD systems are suitable for mold handling, steel coil movement, and precision installation work
- Soft start and soft stop reduce load swing during portable gantry crane travel
- Adjustable speed improves positioning accuracy in workshop lifting operations
- Recommended for 3 ton and above trackless gantry crane applications in industrial environments
How workshop floor condition affects electric drive wheel performance and load capacity
Floor condition plays a direct role in the performance of a trackless mobile gantry crane system. Even correctly designed drive wheels may underperform if the workshop floor has poor flatness or low friction stability.
- Smooth concrete floors reduce rolling resistance and improve travel efficiency
- Epoxy or painted surfaces require polyurethane wheels for better surface compatibility
- Dust, oil, and moisture reduce traction and increase slipping risk during movement
- Floor quality directly influences motor power requirement and reducer selection
Why trackless mobile gantry cranes experience slipping, uneven travel, or motor overload issues
In real industrial use, operational issues such as slipping, uneven travel, or motor overload are usually related to system mismatch rather than a single component failure.
- Insufficient torque output leads to weak traction and unstable movement under load
- Uneven floor conditions cause inconsistent wheel contact and directional deviation
- Improper reducer selection can result in overheating or unstable speed control
- Incorrect wheel material choice may increase slip risk on smooth or contaminated floors
Introduction: Trackless Electric Drive Portable Gantry Crane Systems
A practical overview of how trackless mobile gantry crane systems work in real workshop conditions, including movement principle, application scope, and key factors that affect performance beyond rated tonnage such as 1 ton, 3 ton, and 5 ton portable gantry crane systems.
Where trackless mobile gantry cranes are actually used
A portable gantry crane with a trackless electric drive wheel system is widely used in industrial workshops where lifting work is not fixed to one location. In real applications, it appears in steel fabrication workshops, injection molding factories, machinery maintenance workshops, warehouse logistics areas, and general manufacturing plants that require flexible material handling equipment.
This type of trackless mobile gantry crane system is often selected when users need portable lifting equipment for workshop material handling without rail installation. It is not tied to a single production line. Instead, it supports changing layouts, shifting workstations, and multi-point lifting tasks.
How a trackless electric drive gantry crane moves in practice
Unlike a rail-mounted gantry crane or overhead crane system, a trackless electric drive gantry crane moves directly on the workshop floor. The movement is generated by an electric motor, connected through a gearbox reducer and transmission system to the drive wheels.
In practical terms, the system converts motor torque into controlled horizontal travel. Operators use a wireless remote control or pendant control to move the crane forward and backward. It is commonly described as a motorized portable gantry crane with wireless remote control travel system.
Simple structure, but real performance depends on matching the drive wheel torque, reducer ratio, and floor resistance conditions.
Why gantry crane tonnage alone does not decide performance
Many buyers initially search for standard specifications such as a 1 ton portable gantry crane, 2 ton mobile gantry crane system, 3 ton motorized gantry crane, or 5 ton trackless gantry crane with electric drive wheels. This is a normal starting point in procurement.
However, in real workshop operation, crane capacity alone does not define movement quality. The actual traveling behavior depends on:
- Total rolling resistance on the workshop floor
- Motor power and gearbox reducer torque output
- Wheel material such as steel wheels or polyurethane-coated drive wheels
- Load distribution across the gantry structure
In other words, a correctly sized electric drive wheel system for portable gantry crane applications is often more important than rated lifting capacity when it comes to daily usability.
Key technical and operational factors in real industrial use
- Trackless gantry crane systems operate without fixed rails or runway beams, suitable for flexible workshop lifting and mobile material handling
- Electric drive wheel systems convert motor torque through gear reducer transmission into controlled gantry crane movement on concrete floors
- Total traveling load includes crane steel structure, electric hoist system, trolley mechanism, and actual lifted load weight in industrial operation
- Workshop floor conditions such as epoxy-coated surfaces, concrete flatness, dust, oil contamination, and friction coefficient directly affect drive wheel performance
- Proper configuration improves stability in steel coil handling, mold changing operations, machinery installation, and maintenance lifting applications
Practical takeaway for gantry crane buyers
In industrial projects, especially when selecting a trackless electric portable gantry crane for workshop use, experienced users rarely focus only on tonnage. Instead, they evaluate how the motorized drive wheel system performs under real floor conditions and full traveling load.
Because if the crane cannot move smoothly and safely, even a correctly rated 5 ton or 8 ton gantry crane will not perform well in daily operation.
Load Capacity Based Selection for 1–10 Ton Portable Gantry Crane Drive Wheel Systems
A practical selection guide for electric drive wheel systems used in trackless portable gantry cranes across 1 ton to 10 ton working ranges, focusing on torque requirements, floor conditions, and real industrial operating behavior in workshops and manufacturing plants.
1–2 Ton Portable Gantry Crane Drive Wheel System
This range is commonly used for light duty portable gantry crane applications where flexibility and frequent repositioning are more important than high load intensity. It is widely applied in small workshops, maintenance stations, and light assembly environments where material handling tasks are short distance and repetitive.
In practical workshop use, a 1 ton or 2 ton portable gantry crane with trackless electric drive wheels is often chosen when users need mobile lifting equipment without rail installation and with simple operation control.
- Standard electric trackless drive wheel system with compact gearbox and simplified transmission structure for light duty operation
- Suitable for indoor concrete floors, epoxy coated workshop surfaces, and smooth warehouse environments with low rolling resistance
- Commonly used in light fabrication workshops, equipment repair stations, small assembly lines, and maintenance workshops
- Uses low torque motor with chain drive or gear driven transmission system for controlled movement
- Designed for short distance travel, frequent repositioning, and low intensity daily lifting operations
3 Ton Motorized Gantry Crane Drive System
The 3 ton portable gantry crane drive wheel system is one of the most commonly used configurations in general manufacturing industries. It is considered a balanced solution between cost, performance, and operational flexibility in medium duty lifting environments.
In real industrial projects, this capacity is often selected for workshops that handle molds, mechanical parts, and steel components with moderate frequency and controlled travel distance.
- Medium torque electric drive wheel system with reinforced reducer design for stable industrial operation
- Often combined with VFD variable frequency drive control to achieve smoother acceleration and reduced load swing
- Suitable for mold handling, machine part transfer, equipment maintenance, and steel component movement
- Requires stable, level concrete workshop floors to ensure safe and predictable crane travel performance
- Provides a balanced solution between cost efficiency, travel stability, and operational flexibility in daily use
5 Ton Trackless Gantry Crane Drive Wheel System
The 5 ton trackless gantry crane drive wheel system is widely used in heavy duty workshop environments where material weight increases and operation frequency becomes higher. It is a common choice for steel workshops, mold production facilities, and machinery assembly areas.
At this level, drive system design becomes more critical. Torque output, braking performance, and wheel traction must be carefully matched to real floor conditions and full traveling load.
- High torque motor system combined with industrial grade worm gear reducer for strong and stable movement under load
- Reinforced braking system designed for controlled stopping and safety under full load travel conditions
- Multi wheel drive configuration to improve load distribution, traction stability, and reduce floor stress
- Commonly used in steel coil handling, heavy mold transport, machinery assembly, and workshop logistics operations
- Requires proper evaluation of floor load bearing capacity, surface flatness, and long term wear conditions
8–10 Ton Heavy Duty Electric Gantry Crane Drive System
The 8 to 10 ton trackless electric gantry crane drive system is designed for high intensity industrial environments where continuous lifting and frequent travel are required. It is used in heavy manufacturing, steel processing, and large equipment assembly operations.
In practical applications, this type of system requires more advanced control, stronger structural reinforcement, and more precise installation conditions to maintain safe and stable operation over time.
- High power electric motor with heavy duty torque output capability for large load movement
- Synchronized multi drive wheel system designed for stable travel under heavy and uneven load conditions
- Industrial braking system with emergency safety protection for reliable stopping performance
- Requires reinforced concrete floors, accurate leveling, and proper installation alignment for safe operation
- Commonly integrated with VFD control systems, overload protection devices, and advanced safety monitoring functions
Torque, Reducer Ratio, and Real Industrial Travel Resistance in Trackless Gantry Crane Systems
In real workshop operation, selecting an electric drive wheel system for a portable gantry crane is not only about tonnage. It is about how much resistance the crane must overcome when it starts, moves, and stops under full working load conditions.
Why torque matters more than nominal gantry crane capacity
In practical engineering, electric gantry crane drive wheel selection depends more on movement resistance than nominal lifting capacity. The system must overcome rolling resistance, floor friction, and starting inertia of the entire portable gantry crane structure.
- Torque output must cover full traveling load including crane self weight, hoist system, trolley, and lifted payload
- Starting resistance is usually higher than steady movement, especially on epoxy-coated or slightly uneven workshop floors
- Undersizing torque capacity leads to weak starting force and unstable low-speed travel behavior
- Real industrial projects such as mold handling, steel coil transfer, and machinery installation require stable low-speed control rather than only rated lifting capacity
Reducer ratio and its role in controlled gantry crane movement
Reducer ratio is a key parameter in a trackless electric drive gantry crane system. It directly affects how motor speed is converted into low-speed, high-torque wheel movement for safe and controlled travel.
- Reducer ratio determines low-speed high torque output for stable crane movement on workshop floors
- Higher reduction ratios improve control accuracy when positioning heavy loads such as molds or steel components
- Gear and chain transmission systems help maintain consistent torque transfer under load variation
- Incorrect reducer selection can cause jerky movement, poor stopping accuracy, and higher mechanical wear
Floor friction and real industrial travel resistance conditions
In real workshop environments, floor condition often has a stronger impact on crane travel resistance than expected. Even the same portable gantry crane can behave differently on smooth concrete compared to epoxy, painted, or slightly uneven surfaces.
- Rolling resistance increases on rough, dusty, or contaminated workshop floors
- Epoxy-coated floors usually reduce friction but may require polyurethane wheels for stable grip
- Moisture, oil, and dust can change wheel traction and affect travel consistency
- Floor flatness directly influences wheel load distribution and motor torque demand
Why correct torque and reducer matching improves long-term reliability
A properly matched torque and reducer system ensures stable operation of trackless mobile gantry cranes in daily industrial use. It reduces overload risk and helps maintain consistent performance under frequent start-stop conditions.
- Prevents motor overheating caused by insufficient torque output during loaded travel
- Improves service life of gearbox reducer and transmission components
- Ensures stable operation in continuous-duty industrial environments such as fabrication and assembly workshops
- Supports safer operation during frequent repositioning tasks in production lines
Workshop Floor Condition and Its Impact on Trackless Gantry Crane Drive Wheel Performance
In practical workshop applications, the performance of a portable gantry crane with a trackless electric drive wheel system is strongly influenced by floor conditions. Even when the crane capacity is correctly selected, poor floor quality can still affect travel stability, torque demand, and overall safety.
How concrete floor condition affects gantry crane travel resistance
Smooth and level concrete floors are the most suitable working surface for a trackless mobile gantry crane system. When the floor is properly prepared, rolling resistance is lower, and the electric drive wheel system requires less motor torque to maintain stable movement.
- Smooth and level concrete reduces rolling resistance and motor load requirement during crane travel
- Stable floor conditions improve wheel contact consistency and reduce uneven load distribution
- Better surface quality supports smoother start and stop behavior in daily workshop operations
- Common in well-maintained fabrication workshops and modern manufacturing facilities
Why epoxy coated workshop floors require special wheel selection
In many industrial workshops, epoxy coated floors are widely used for durability and cleanliness. However, for portable gantry crane trackless systems, this type of surface requires careful selection of drive wheel material.
- Epoxy coated floors require polyurethane coated drive wheels to protect surface integrity
- Correct wheel selection helps reduce noise during crane movement inside indoor workshops
- Improves traction stability when handling heavy loads such as molds, steel coils, or machinery components
- Helps extend both floor life and wheel service life in repeated travel operations
Impact of contamination such as oil, dust, and water on drive wheel performance
Workshop environments are rarely perfectly clean. Oil, dust, and water are common in steel fabrication, maintenance areas, and manufacturing plants. These conditions directly affect traction between drive wheels and floor surface.
- Oil and water contamination reduce friction and increase wheel slip risk during travel
- Dust accumulation can affect wheel contact stability and reduce driving efficiency
- Increased slip risk may require lower travel speed or VFD controlled acceleration
- Regular floor maintenance improves safety and consistency of gantry crane operation
Why uneven floors influence motor power and reducer selection
Uneven or cracked concrete floors create additional resistance and vibration during crane travel. This condition increases mechanical load on the electric drive system and must be considered during design and selection.
- Uneven or cracked floors increase vibration and reduce driving efficiency of portable gantry cranes
- Additional resistance may require higher torque motor and reinforced reducer system
- Load distribution becomes less stable, especially during heavy-duty lifting operations
- Proper floor assessment is necessary before selecting trackless electric drive wheel systems
Standard Electric Drive vs VFD Controlled Gantry Crane Drive System
In portable gantry crane systems with trackless electric drive wheels, the control method directly affects how smoothly the crane starts, stops, and positions heavy loads. In real workshop operation, this choice is closely related to safety, load stability, and operator control experience.
Basic behavior of standard electric drive wheel systems
A standard electric drive wheel system for a trackless mobile gantry crane operates at a fixed travel speed. It is commonly used in basic workshop lifting applications where movement distance is short and load sensitivity is not very high.
- Provides fixed speed travel control for portable gantry crane movement
- Lower system cost and simpler electrical configuration compared to VFD systems
- Suitable for light duty lifting operations such as 1 ton and 2 ton gantry crane applications
- Common in maintenance workshops, small fabrication areas, and basic material handling tasks
How VFD variable frequency drive improves gantry crane control
A VFD controlled gantry crane drive system allows adjustable motor speed, which gives smoother acceleration and deceleration during travel. In real industrial environments, this is important when handling suspended loads that require stable movement.
- Enables soft start and soft stop operation for trackless electric drive gantry crane systems
- Reduces sudden load swing during mold handling, steel coil transfer, and machinery movement
- Improves positioning accuracy during installation and maintenance operations
- Supports adjustable travel speed based on workshop conditions and operator needs
Impact of control system on load stability and safety
In practical use, the control system of a portable gantry crane affects how the load behaves during movement. Sudden starts or stops can increase swing, while smoother control improves safety and handling precision.
- VFD control reduces load swing and improves stability during travel operations
- Better control reduces operator correction work during positioning tasks
- Improves safety in workshops with frequent lifting and repositioning activities
- Helps protect sensitive loads such as precision molds and assembled components
When VFD systems are recommended in industrial applications
VFD controlled drive systems are generally recommended when the portable gantry crane is used in medium to heavy duty applications where load stability and frequent operation are required.
- Recommended for 3 ton, 5 ton, and higher capacity trackless gantry crane systems
- Suitable for mold changing workshops, steel coil handling, and machinery installation projects
- Preferred in environments requiring frequent start-stop and precise positioning control
- Common in modern manufacturing plants with higher safety and productivity requirements
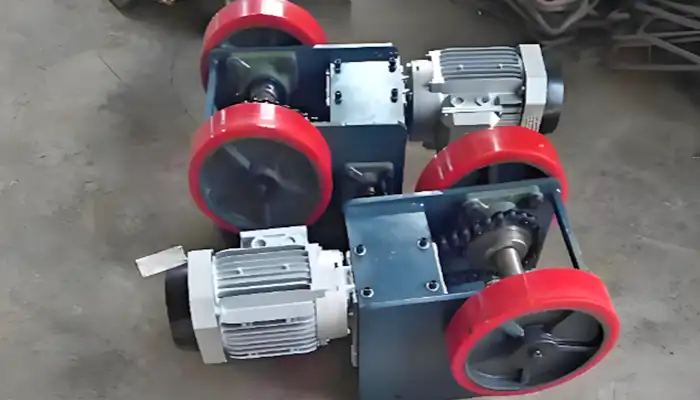
Dual Bearing Drive Wheel Structure for Heavy Load Stability in Trackless Gantry Crane Systems
In portable gantry crane systems with trackless electric drive wheels, the drive wheel structure plays a key role in how stable the crane moves under load. A dual bearing design is commonly used in industrial applications where continuous operation and heavy load handling are required.
How dual bearing structure improves gantry crane load distribution
A dual bearing support structure is commonly used in industrial grade trackless gantry crane drive wheel systems to improve mechanical reliability. It helps distribute the load more evenly across the wheel assembly during movement.
- Provides balanced load distribution across drive wheel assembly in portable gantry crane systems
- Reduces uneven stress concentration on single bearing configurations during heavy lifting operations
- Improves stability when the crane is moving under full rated load conditions
- Suitable for continuous industrial use in workshops and manufacturing environments
Vibration reduction during loaded travel in trackless gantry cranes
In real workshop conditions, vibration during crane travel can affect both safety and positioning accuracy. A dual bearing drive wheel system helps reduce this effect, especially when the gantry crane is carrying heavy or unevenly distributed loads.
- Reduces vibration during loaded travel across workshop floor surfaces
- Improves smoothness of movement in steel handling and machinery transport operations
- Enhances operator control during low-speed positioning tasks
- Helps maintain stability on epoxy coated and concrete workshop floors
Alignment stability in long distance gantry crane movement
When a trackless mobile gantry crane travels across longer workshop distances, alignment stability becomes important. Dual bearing structures help maintain consistent wheel alignment and reduce mechanical deviation during operation.
- Improves alignment stability during long distance movement of portable gantry crane systems
- Reduces risk of wheel misalignment under repeated start-stop operation
- Supports stable directional travel in medium and heavy duty crane applications
- Helps maintain consistent tracking on concrete workshop floors
Why dual bearing systems are important for medium and heavy duty applications
In industrial practice, medium duty and heavy duty trackless gantry cranes require higher structural reliability. A dual bearing drive wheel system supports this requirement by improving durability and reducing wear on critical components.
- Extends service life of bearings, reducer, and wheel assemblies in gantry crane drive systems
- Essential for 3 ton, 5 ton, 8 ton, and higher capacity portable gantry crane applications
- Improves reliability under frequent operation and continuous-duty working cycles
- Commonly used in steel fabrication, machinery installation, and industrial maintenance workshops
Conclusion: Practical Selection Method for Portable Gantry Crane Drive Wheels
Selecting a portable gantry crane trackless electric drive wheel system from 1 ton to 10 ton capacity requires evaluation of real working conditions rather than relying only on rated load specifications.
When motor torque, reducer ratio, wheel material, floor condition, and control system are properly matched, the gantry crane achieves stable movement, safe braking performance, and efficient material handling. This improves reliability in steel workshops, mold handling operations, machinery installation, and general industrial lifting applications while reducing long term maintenance and operational risks.
Article by Bella ,who has been in the hoist and crane field since 2016. Bella provides overhead crane & gantry crane consultation services for clients who need a customized overhead travelling crane solution.Contact her to get free consultation.