
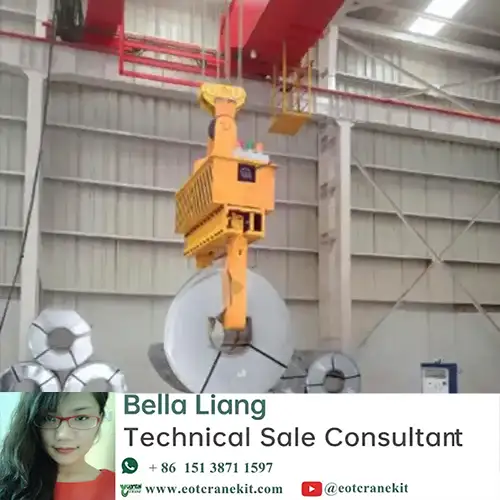
Modernize 15 Ton Coil Handling Crane Without Full Replacement
Upgrade your old 15 ton coil handling crane with smart controls, sensors & safety features—without replacing entire system.Get your coil handling crane!
| Application | Material handling, lifting, positioning, assembly, maintenance, loading/unloading, |
| Certifications | CE / ISO / SGS / Other third-party inspection |
| Customization | Customized material handling cranes solutions available for indoor, outdoor, hazardous, corrosive, cleanroom, and heavy-duty industrial applications. |
Crane Manufacturer: Yuantai Cranes – 30+ Years Professional Crane Manufacturer from China
Category: Featured
Tags:
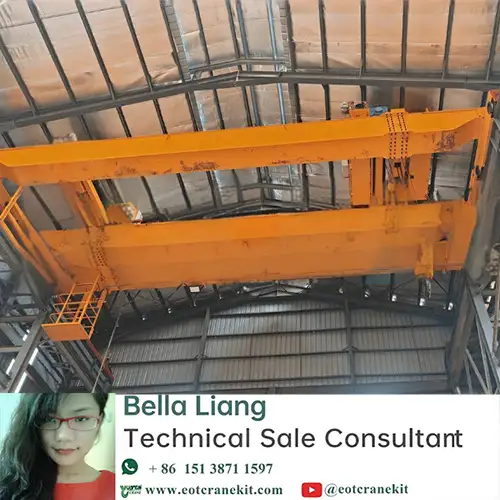
Your Trusted Coil Handling Overhead Crane Manufacturer & Supplier
Modernize Your 15 Ton Coil Crane Without Full Replacement
Upgrade your old 15-ton coil handling crane with smart controls, sensors, and safety features—without replacing the entire system.
Brief Overview of 15 Ton Coil Handling Cranes in Steel Mills
Coil handling cranes are essential in steel mills for lifting and transporting heavy coils of steel. These cranes, especially those with a 15-ton lifting capacity, are frequently used for tasks such as unloading, stacking, and moving coils to different production stages. They are vital for improving workflow and ensuring the efficient movement of heavy materials. Over time, however, even the most robust crane systems can show signs of wear due to constant heavy-duty use in harsh environments.
Steel mills rely heavily on these cranes for production, and any disruptions to their operations can cause significant delays and losses. Hence, it's crucial for plant managers to maintain and upgrade their existing crane systems to keep up with modern safety and performance standards without incurring the costs and downtime associated with a full crane replacement.
Common Signs of Aging in Older Cranes
As cranes age, they begin to show a few key signs of wear and tear. Recognizing these signs early on can help decide whether retrofitting or full replacement is the better option. Common issues in older 15-ton coil handling cranes include:
- Control Lag: Slower response times due to outdated control systems or relay-based controls that hinder efficiency and precision. Operators may find it difficult to position coils accurately, leading to errors and delays.
- Outdated Safety Features: Older cranes may lack modern safety features such as overload protection, emergency stop systems, or anti-collision sensors. This increases the risk of accidents in busy or hazardous areas.
- Inefficiency in Operation: Older cranes are typically less energy-efficient. They may use outdated motors or systems that consume more power, leading to higher operational costs. Additionally, they may require more frequent maintenance and repairs.
- Wear on Mechanical Parts: Over time, key mechanical components like the trolley, hoist, and gears can wear out. If left unaddressed, these parts may lead to mechanical failures, resulting in unexpected downtime and costly repairs.
Why Modernization is Often Better Than Total Replacement
While replacing an old crane may seem like the best option, modernizing an existing crane can often be more cost-effective and efficient in the long run. Here's why:
- Cost-Effectiveness: Replacing an entire crane involves hefty costs, not just for the crane itself, but for associated expenses such as installation, civil work, and downtime. Retrofitting an existing crane typically costs 40-70% less than a full replacement, allowing you to achieve modern performance and safety upgrades without draining your budget.
- Minimized Downtime: Total crane replacements often require extended downtime to remove the old system and install the new one. This can disrupt production for weeks or even months. Retrofitting, however, can often be done during planned maintenance windows and without dismantling the main structure, meaning your plant remains operational and avoids costly production delays.
- Better Utilization of Existing Assets: Your crane may still have a solid steel structure, trolley, and hoist. Instead of replacing everything, modernizing allows you to extend the life of the key components that are still in good condition, offering a higher return on investment.
Purpose: Helping Crane Owners Plan a Smart, Cost-Effective Retrofit
This guide is designed to help crane owners, plant managers, and maintenance teams understand the benefits of retrofitting their existing 15-ton coil handling cranes. We'll provide insights on what parts of the crane can be upgraded, the benefits of modernizing control systems and safety features, and how to execute a successful retrofit while minimizing costs and downtime.
Why Consider Retrofitting Instead of Replacing?
Cost Efficiency: Save 40-70% vs. Full Replacement
One of the primary reasons steel mill operators opt for retrofitting is the significant cost savings. Full crane replacement can be a financial burden, especially when considering the full costs involved:
- Design and engineering
- Fabrication and materials
- Shipping and installation
- Civil work (e.g., reinforcing foundations)
In contrast, retrofitting involves upgrading only the necessary systems (controls, sensors, hoists) rather than replacing the entire structure. The ability to reuse existing steel structures, trolleys, and hoists means you only pay for the new systems and components. This can lead to savings in the range of 40-70% compared to the cost of a new crane, making it a much more affordable option for many steel mill owners.
Downtime Reduction: Retrofit During Planned Shutdowns, Faster Than Total Replacement
Downtime is a major concern for steel mill operations, as it directly impacts production and profits. A full crane replacement can result in weeks of downtime, causing significant disruptions in your production flow. Retrofitting, on the other hand, is a faster process. Here's why:
- Many upgrades can be performed during planned maintenance shutdowns, allowing you to minimize operational disruption.
- No need to remove large structural components—retrofitting upgrades often involve replacing or enhancing only the electrical and control systems, meaning installation times are typically much shorter.
- You can upgrade systems one at a time, so you don't need to shut down the entire crane at once.
This means your plant stays productive, and you don't lose valuable production time during the retrofit process.
Extended Service Life: Reuse Strong Mechanical Parts (Structure, Hoist, Trolley)
Not all parts of your 15-ton coil handling crane need to be replaced. If the steel structure, hoist, and trolley are still functioning well, these can be reused during the retrofit process. This extends the service life of your crane and avoids the waste of discarding functional components.
- Structure: As long as there are no major signs of fatigue or damage, your existing crane frame can continue to serve its purpose.
- Hoist & Trolley: If these parts are still operating well and are not excessively worn out, they can be kept and modernized with new controls or drives.
By focusing on upgrading only the outdated or inefficient systems, you give your crane new life without having to invest in a complete overhaul.
Compliance and Safety: Upgrade to Meet Current Industry Standards
Steel mills today face increasing pressure to meet updated safety standards and regulations. Many older cranes lack essential safety features, which could leave you open to compliance issues. Retrofitting your crane ensures that it meets current industry standards.
- Safety systems like overload protection, anti-collision sensors, and emergency stop systems can be added, ensuring a safer working environment for operators.
- Upgraded electrical systems ensure your crane meets national and international safety codes.
- Load monitoring systems and automated diagnostics help prevent accidents and improve crane performance.
With these enhancements, your crane will be better equipped to handle the safety demands of today's workplace while ensuring compliance with audits and regulations.

What Can Be Upgraded in a 15 Ton Coil Handling Crane?
Upgrading a 15 ton coil handling crane not only enhances its performance but also extends its service life, making it more efficient, safer, and easier to maintain. Below are the main areas of a crane that can be modernized to meet current industry standards and improve operational capabilities.
Control Systems
Replace Relay Logic with PLC/VFD Controls Older cranes often use relay-based control systems, which are slower, less efficient, and harder to maintain. Replacing these with PLC (Programmable Logic Controllers) and VFD (Variable Frequency Drives) allows for much smoother and more precise control. These systems provide:
- Faster response times: PLCs can handle complex commands quickly, allowing operators to control crane movements with greater accuracy.
- Energy efficiency: VFDs adjust motor speed, reducing energy consumption when the crane is idle or operating at lower speeds.
- Improved reliability: PLCs are less prone to wear and tear compared to older relay systems, reducing the need for frequent maintenance and repairs.
Add Anti-Sway Tech and Precision Positioning Anti-sway technology helps eliminate the swinging of coils during lifting and movement, improving accuracy and safety. This technology automatically adjusts crane motions to stabilize the load, even under high-speed travel. It is particularly useful in environments where precision is crucial, such as handling delicate or heavy coils.
- Precision positioning: This upgrade ensures that the crane can precisely position coils within a tight area, reducing the risk of damage to the coils or the equipment.
- Smooth operation: The system minimizes jerks and jolts during lifting and positioning, enhancing the overall efficiency of crane operations.
Enable Automation for Repetitive Coil Movement Automating repetitive tasks like moving coils from one station to another can significantly reduce operator fatigue and improve production efficiency. Automation systems can be programmed to handle specific tasks, such as:
- Moving coils between specific locations at predetermined times
- Adjusting lifting speeds and positioning based on load weight and dimensions
This upgrade not only improves productivity but also ensures consistent and reliable operations.
Sensors and Monitoring
Load Cells for Real-Time Weight Monitoring Integrating load cells into the crane system provides real-time weight monitoring. This feature is crucial for avoiding overloading and ensuring that the crane operates within its safe capacity. Load cells also offer:
- Precise weight measurement: Helps operators verify the weight of the coil before lifting, preventing damage to the crane and load.
- Automatic overload protection: Alerts operators if the load exceeds the crane's rated capacity, preventing dangerous situations.
Collision and Proximity Detection Proximity sensors are essential for preventing accidents by detecting nearby objects or workers in the crane's path. These sensors automatically stop or adjust the crane's movements to avoid collisions, improving safety in busy or confined environments. Some features of collision detection include:
- Automatic stop: The crane halts when an obstacle is detected, preventing potential damage to the load or surrounding infrastructure.
- Safe operation in tight spaces: Helps operators maneuver the crane safely in areas where there may be limited visibility or space.
Vibration/Temperature Sensors for Predictive Maintenance Vibration sensors can detect abnormal vibrations in critical crane components such as the hoist, motor, and gears. Monitoring vibrations helps identify early signs of wear and tear, such as imbalance or misalignment, before they lead to breakdowns. Similarly, temperature sensors monitor the operating temperature of motors, drives, and bearings to prevent overheating, which could lead to failures.
- Predictive maintenance: These sensors help schedule maintenance activities before a failure occurs, reducing downtime and maintenance costs.
- Extended component life: By addressing issues early, you can extend the life of crane components and avoid costly emergency repairs.
Remote Operation and Interfaces
Wireless Remotes or Modern Pendant Controls Upgrading to wireless remotes or modern pendant controls improves the flexibility and safety of crane operations. With wireless controls, operators can maneuver the crane from a distance, keeping them safely away from hazardous areas, such as those with high temperatures or heavy machinery.
- Increased mobility: Operators can control crane movements from different locations within the plant, allowing for more flexible and efficient operations.
- Improved safety: Reduces operator exposure to dangerous situations, especially in environments where crane movements might be unpredictable or hazardous.
Touchscreen HMI for Live Crane Diagnostics and Status A Touchscreen Human-Machine Interface (HMI) provides operators with an intuitive way to monitor and control crane systems. These interfaces allow operators to view live diagnostics and real-time status of crane components, including:
- Load weight and movement speed
- Component health (motor, drive, etc.)
- Warning alerts for any system malfunctions or safety issues
Safety Systems
Emergency Stop Enhancements An emergency stop system is essential for quickly halting crane operations in case of an emergency. Modern systems can be more sensitive and effective, offering:
- Redundant emergency stop buttons placed at key locations around the crane, ensuring rapid activation in an emergency.
- Automatic emergency stopping in the event of an unsafe load or system malfunction.
This upgrade ensures that the crane can be quickly stopped if an unsafe condition arises, protecting workers and equipment.
Overload Protection Systems Overload protection is a vital safety feature that prevents the crane from lifting more than its rated capacity. This system can be integrated with load sensors and control systems to:
- Monitor load weight in real-time
- Automatically stop the crane if the load exceeds its safe limit, preventing overloading and potential damage to the crane.
Travel Limits and Zone Restriction Features Installing travel limiters and zone restriction systems adds another layer of safety by ensuring the crane does not move beyond predefined boundaries. These systems are especially useful in environments where cranes need to operate within specific areas or avoid obstacles. Features include:
- Zone control: Limits crane movement within designated zones, preventing collision with walls, machinery, or other cranes.
- Adjustable travel limits: Allows for customized movement areas, improving crane safety and efficiency in confined spaces.
These safety upgrades help meet current industry standards, protect workers, and reduce liability risks associated with crane operations.
By focusing on these key areas—control systems, sensors, remote operation, and safety systems—you can significantly modernize your 15-ton coil handling crane, improving its efficiency, safety, and reliability while extending its operational life.
Step-by-Step Process of Retrofitting a 15 Ton Overhead Crane
Retrofitting isn't just about swapping out parts—it's about carefully upgrading your crane to fit modern needs without disrupting your operations.
If you're handling heavy coils in a steel mill, every step must be planned and done right.
Step 1: Assessment & Feasibility Study
Before any tools come out, the crane must be evaluated.
This step answers a simple but critical question: Can this crane safely support modern upgrades?
During this stage, crane specialists will:
- Inspect the crane's structure, including the girders, trolley, hoist, and runway
- Check for wear, cracks, corrosion, or fatigue in load-bearing components
- Review the electrical system and control panels
- Assess how much space is available for routing new cables or adding sensors
- Confirm the crane's compatibility with smart systems like VFDs or PLCs
If the structure is solid, you can move forward with confidence.
Step 2: System Design and Engineering
Once the crane passes inspection, it's time to design the upgrade.
This part is usually done by crane engineers and control specialists who understand steel mill operations.
What they focus on:
- Selecting the right smart control system (like VFD for hoisting or PLC for travel control)
- Mapping out sensor placement (e.g., where to install load cells, anti-sway sensors, or limit switches)
- Planning cable routes so they're protected and don't interfere with moving parts
- Ensuring everything integrates with the plant's electrical and safety systems
Custom design makes sure the upgrades actually work in your environment—not just on paper.
Step 3: Procurement of Components
Once the design is approved, it's time to source the actual parts.
Not all retrofit kits are created equal—especially when dealing with steel mill conditions like heat, dust, or constant duty cycles.
Here's what buyers should consider:
- Choose retrofit kits or components from manufacturers experienced with heavy-duty crane applications
- Ensure all parts meet your region's compliance standards (like CE or ISO)
- Confirm that sensors, drives, and control panels are compatible with your crane's voltage and structure
- Work with suppliers who offer support—not just parts—especially if modifications are needed onsite
You're not just buying equipment; you're buying peace of mind.
Step 4: Installation and Testing
This is where everything comes together.
The good news is: most retrofits don't require you to remove the main girder or stop production for long.
Most upgrades are installed during planned downtime or in stages to avoid major delays.
Installation and commissioning typically include:
- Mounting new control panels, sensors, drives, or remote receivers
- Running and protecting cables along the bridge and trolley
- Testing limit switches, load monitoring, and anti-sway systems
- Calibrating the controls to match your specific lifting and movement needs
- Running full load and no-load tests before returning the crane to service
Once testing is done and the crane passes inspection, it's ready for action.
Step 5: Training and Handover
A smart crane is only as good as the people operating and maintaining it.
The final step is making sure your team knows how to use the upgraded system—clearly and confidently.
During the handover, your supplier or retrofit contractor should:
- Train operators on using new remotes, displays, or smart features
- Show how to adjust speeds, respond to alarms, and monitor load data
- Brief the maintenance crew on system diagnostics and service intervals
- Provide technical documentation and troubleshooting guidelines
A short training session today can prevent a lot of confusion—or accidents—down the road.
Key Benefits of Retrofitting a 15 Ton Coil Handling Crane
If you're still unsure whether retrofitting is worth the effort, let's talk about what you gain from it.
For many steel mill operators, retrofitting a 15-ton overhead coil handling crane brings immediate and long-term value—without the big cost of full replacement.
More Precise Coil Handling
Handling large coils demands accuracy—especially during loading, unloading, and positioning.
Retrofitted cranes can be equipped with smart features like VFDs, anti-sway controls, and programmable travel limits. These upgrades give the operator better control over every movement.
The result?
- Smoother starts and stops
- Reduced risk of swinging or slipping loads
- Faster, more reliable positioning of coils
That's a big plus in a steel processing line where timing and placement really matter.
Safer Operation in Tough Conditions
Steel mills are hot, noisy, and often crowded.
Old crane systems with manual controls or worn-out safety features can pose serious risks to people and equipment.
With a retrofit, you can modernize safety without tearing down your whole system.
Safety upgrades may include:
- Emergency stop buttons that react instantly
- Redundant braking in case one system fails
- Overload protection to avoid lifting more than the crane can handle
- Zone control to keep the crane away from restricted or hazardous areas
It's not just about rules—it's about protecting your crew and your facility.
Less Downtime, More Predictability
Unplanned crane failures are expensive.
They can shut down production lines and delay delivery schedules.
Retrofitting with smart monitoring and predictive maintenance tools helps you stay ahead of breakdowns.
Here's how it helps:
- Load cells and vibration sensors detect abnormal conditions early
- Alerts can warn you about motor overheating, brake wear, or overloads
- Maintenance can be scheduled based on data—not guesswork
The bottom line? Your crane stays in service longer, and surprises are kept to a minimum.
Lower Operating Costs Over Time
Modernizing your crane isn't just about adding features—it also improves efficiency.
Outdated controls often draw more power than necessary, while sudden starts and stops can wear out parts faster.
Retrofitted cranes help reduce costs by:
- Using VFDs to control motor speed, which saves energy
- Reducing mechanical wear on trolleys, motors, and brakes
- Limiting unnecessary downtime or emergency repairs
- Extending the lifespan of your existing equipment
You're not just saving money now—you're protecting your investment for the future.
Stay Compliant Without Replacing the Whole Crane
Crane safety standards have come a long way in the last decade.
But that doesn't mean you need to rip out your existing 15-ton crane just to meet the latest codes.
Retrofitting lets you bring your crane up to modern standards without the cost, delay, or logistics of full replacement.
This is especially helpful when dealing with:
- Factory audits
- Insurance renewals
- Internal safety reviews
- International plant expansions or new certifications
You can meet modern expectations—while keeping your current crane in place.
Retrofitting gives your old crane a new future. From better coil handling to safer and smarter operation, the benefits are clear. And when done properly, it's a long-term upgrade that keeps your mill productive, compliant, and cost-effective.
Common Mistakes to Avoid During Crane Modernization
Modernizing a 15-ton coil handling crane is a smart move—but only when done right.
Some crane owners rush into upgrades without thinking through the details. Others skip critical checks or try to cut corners.
Ignoring Structural Wear and Fatigue
Before adding smart controls or new sensors, always check the crane's physical condition.
Here's what often gets overlooked:
- Small cracks in the girder or end trucks
- Worn wheels or rails causing alignment issues
- Old welds that have weakened over time
If the structure isn't sound, any retrofit is just a band-aid. Start with a full inspection and fix the basics first.
Overloading the System with Too Many Features
Yes, smart features are great. But adding everything at once can overwhelm your existing system.
Common issues include:
- Control panels that don't have enough space or power for all new devices
- Cable trays that are too small for added wiring
- Hoist motors not rated for added speed or feedback functions
Instead of doing everything at once, prioritize your upgrades. Start with what delivers the most value—like VFDs or load monitoring—then expand if needed.
Skipping Operator Training
Smart cranes still need smart operators. One big mistake is assuming your team will "figure it out" as they go.
Why that doesn't work:
- New controls often respond differently than old ones
- Safety features might behave in ways operators don't expect
- Untrained staff may accidentally bypass new alarms or limits
Always include time for hands-on training during commissioning. It helps avoid costly mistakes later and keeps your crew confident and safe.
Choosing the Wrong Retrofit Components
Not all retrofit kits are built for harsh, heavy-duty environments like steel mills.
Some common compatibility mistakes include:
- Sensors that can't handle high temperatures or magnetic interference
- Remote controls that don't have enough range inside large plants
- Drives or PLCs that don't communicate with your current system
Before buying, make sure your supplier understands steel mill conditions and has proven experience with coil handling cranes. Ask for case studies or client references if needed.
When Replacement Is Still a Better Option
While retrofitting offers many advantages, it's not a one-size-fits-all solution.
In some cases, trying to modernize an old 15-ton coil handling crane may lead to more complications—or costs—than it's worth.
Below are the key situations where a full crane replacement becomes the smarter long-term choice.
The Crane Structure Is No Longer Reliable
Before you even think about upgrading controls or adding sensors, your crane's mechanical and structural health must be solid.
Unfortunately, some older cranes—especially those used heavily in steel mills—may have hidden issues that can't be fixed with technology.
Signs your crane may be beyond repair:
- Severe fatigue cracks in the main girder or weld seams
- Permanent deformation in structural members
- Rust or corrosion that has eaten into the metal thickness
- Unusual vibrations or alignment issues that keep coming back
- History of repeated emergency breakdowns or patchwork repairs
If your crane shows any of the above, investing in smart features won't solve the core problem. In fact, keeping an unsafe structure in use could put your team at risk and increase your liability.
Your Lifting Needs Have Grown Beyond 15 Tons
Let's say your production capacity has grown—or your material handling requirements have changed.
Maybe you've started working with larger coils. Or perhaps your crane now needs to serve more bays or travel longer distances.
In these situations, retrofitting won't be enough if:
- Your lifting requirements exceed the original 15-ton capacity
- The crane frame isn't strong enough to support a heavier hoist
- You need faster speeds or higher duty cycles that would overwork old motors and gears
- You require specialized functions like dual-hook lifting, coil tilting, or synchronized motion
Trying to "force" your current crane to do more than it was built for can cause excessive wear—and even failure.
If your operation has scaled up, it's better to install a new crane designed for your actual load, speed, and safety demands.
Modernization Is Almost as Costly as a New Crane
Retrofitting is only cost-effective when it saves you money and time.
But if you start adding up the price of each component, engineering, labor, and installation—costs can escalate quickly.
Here's a simple rule of thumb:
If the total cost of upgrading approaches 60–70% of the price of a new crane, it's probably time to buy new.
Where these high costs come from:
- Advanced VFDs and PLCs
- Custom HMI panels or wireless control systems
- Complex sensor installations and new cabling
- Engineering fees for integration and testing
- Downtime during retrofit work
- Ongoing patchwork to make old parts talk to new ones
Sometimes, retrofitting older cranes becomes a case of diminishing returns. A new crane may offer higher reliability, built-in modern features, better energy efficiency, and a full warranty—making it a better deal over the next 10–20 years.
Quick Decision Checklist: Replace or Retrofit?
You should consider full crane replacement if:
- The steel structure shows major fatigue, damage, or distortion
- Your lifting capacity needs have outgrown the crane's original design
- Retrofit costs exceed 60–70% of a new crane's price
- Your plant is upgrading to a new process line with totally different requirements
- You want the peace of mind of starting fresh with a modern, warrantied machine
If your crane checks any of these boxes, a retrofit might only delay the inevitable—and cost you more in the long run.
Conclusion
Modernizing your old coil handling crane doesn't have to mean starting over.
With the right plan, your existing 15-ton overhead crane can deliver new levels of performance, safety, and reliability—without the high cost of total replacement.
Retrofitting lets you bring in smart controls, real-time monitoring, and safety features that meet today's operational needs.
And best of all, it minimizes downtime and helps extend the working life of your current equipment.
Of course, the key is to do it right from the start:
- Begin with a solid assessment
- Work with trusted partners who understand steel mill conditions
- Choose compatible components that won't overload the system
- Train your operators to get the most out of the upgrades
Whether you're dealing with a single 15-ton crane or a fleet of aging machines, a good retrofit can save you time, money, and hassle.

Free consultation to Confirm Parameters & Specifications and Get
Latest Crane Price & Crane Rate.
- Types of overhead cranes : _______?
- Optional: Overhead travelling crane, goliath gantry crane,Slewing jib crane, Single girder or double girder crane,small portable crane or kbk crane, etc.
- Capacity of overhead crane: _______?
- Optional: 0.25ton, 0.5 ton, 1 ton, 2 ton, 3ton, 5 ton, 10 ton,15ton, 20ton, 25 ton, 30ton,35ton, up to 550ton, etc.
- Crane span & lifting height : _______?
- Crane travelling length : _____?
- Control of overhead crane:_______?
- Optional: pendant/ remote/cabin control
- Voltage supply of overhead crane:_____?
- Eg,: 380V50/60HZ,3Phase or others,etc.
- Application/usage of crane:_______?
- Eg,: Steel mill, ,injection mold, cement,stone, concrete,granite, general manufacturing, etc.
Just leave a message via the contact form and our hoist and crane engineer will contact you with in 24working hours.
Get In Touch