1–5 Ton Explosion-Proof Crane Kits in Pharma Lines
menu_open
Content Quick Link
Introduction: Why Pharmaceutical Production Needs Explosion-Proof Crane Kits
Pharmaceutical production environments frequently involve flammable solvents, volatile vapors, and combustible powders. In such conditions, lifting equipment becomes part of the safety system rather than just a handling tool.
A 1–5 ton explosion-proof crane kit is specifically designed to operate safely in these hazardous zones while maintaining strict cleanliness and precision standards required in pharmaceutical production lines.
<4>Most Important TakeawayFor pharmaceutical production lines, a 1–5 ton explosion-proof crane kit must meet not only lifting requirements but also CNEX-certified hazardous area compliance, cleanroom compatibility, and precise operational control, ensuring both safety and regulatory approval.
Typical Applications in Pharmaceutical Production Lines
In pharmaceutical production lines, a 1–5 ton explosion-proof crane or 1–5 ton explosion-proof crane kit is mainly used for safe, precise, and controlled lifting in hazardous environments. These cranes are not for heavy-duty continuous work. Instead, they are used in key handling steps where flammable vapors or combustible dust may exist, and where safety and cleanliness are both required.
Reactor and Vessel Handling
In pharmaceutical plants, reactors and mixing vessels need to be installed, adjusted, and maintained regularly. A 1–5 ton explosion-proof overhead crane is commonly used for these tasks.
- Lifting and positioning reactors, tanks, and mixing equipment
- Aligning equipment with pipes and supports during installation
- Handling sensitive equipment that requires stable and smooth movement
- Working in limited space or low headroom areas
These lifting tasks are usually not frequent, but they must be accurate. Even small movement errors can affect installation or damage connections.
Solvent and Chemical Handling
Many pharmaceutical production lines use flammable solvents. This creates vapor zones where standard lifting equipment cannot be used.
A 1–5 ton explosion-proof crane kit allows safe handling of these materials.
- Moving chemical drums and IBC containers
- Loading liquids into processing systems
- Supporting batch production operations
- Operating in areas with vapor exposure
In this case, the key is not the lifting capacity, but the explosion-proof design of motors, hoists, and electrical systems.
Powder and API Processing
Powder handling is common in pharmaceutical production, especially for active pharmaceutical ingredients (API). These materials can create combustible dust environments.
A 1–5 ton explosion-proof overhead crane system is used to support:
- Lifting powder containers, bags, and bins
- Feeding materials into hoppers and processing equipment
- Handling equipment used in mixing, drying, or granulation
Dust control is critical in these areas.
- Equipment must be dust-tight
- Anti-static design is required
- Lifting must be smooth to avoid dust spread
Maintenance in Hazardous Areas
A large part of crane usage in pharmaceutical plants is for maintenance. This includes equipment replacement and servicing in classified hazardous zones.
A 1–5 ton explosion-proof crane is typically used for:
- Removing and installing motors, pumps, and filters
- Handling spare parts and process components
- Supporting inspection and cleaning work
- Working in confined or restricted spaces
These lifting tasks happen less often, but they require high safety and precise control.
In pharmaceutical production lines, a 1–5 ton explosion-proof crane kit is mainly used for controlled, safe lifting in environments with vapor or dust risks. The focus is not on lifting heavy loads, but on ensuring:
- Safe operation in hazardous areas
- Clean and stable handling
- Reliable performance during critical tasks
This is what makes small-tonnage explosion-proof crane systems essential in modern pharmaceutical facilities.
Explosion Risks and Hazardous Area Classification in Pharmaceutical Production Lines
In pharmaceutical production lines, a 1–5 ton explosion-proof crane or 1–5 ton explosion-proof crane kit is always selected based on the real explosion risk in the working area. These risks usually come from two sources: gas/vapor and combustible dust. Both affect how the crane is designed, especially the hoist, motor, and electrical system.
Gas and Vapor Risks
In many pharmaceutical production lines, solvents are used during mixing, reaction, and cleaning processes. These solvents can release flammable vapors into the air.
This creates a gas or vapor hazardous zone, where normal electrical equipment cannot be used safely.
- Vapors are often generated during chemical reactions and solvent mixing
- Cleaning processes can also release flammable gases
- Risk level may change depending on ventilation and production stage
For this type of environment, a 1–5 ton explosion-proof crane system must use:
- Flameproof motors and electrical components
- Sealed control boxes and wiring systems
- Spark-free operation design for hoist and travel units
The goal is simple: no ignition source should be exposed to vapor zones during crane operation.
Combustible Dust Risks
Another common situation in pharmaceutical production lines is powder handling. During granulation, drying, and tablet production, fine particles can become airborne or accumulate on surfaces.
This creates a dust explosion risk area, especially in enclosed spaces.
- Powder transfer and mixing can release fine dust
- Dust can build up on equipment over time
- Even small static discharge can become a risk factor
For these conditions, a 1–5 ton explosion-proof crane kit must be designed with:
- Anti-static materials and grounding systems
- Dust-tight protection for electrical parts
- Sealed hoist and motor housing
- Smooth lifting to reduce dust disturbance
In simple terms, the crane must not create sparks, heat buildup, or dust leakage during operation.
Why Zone Classification Directly Impacts Crane Design
In pharmaceutical production lines, every explosion-proof crane selection depends on zone classification. This classification tells how often explosive gas or dust may appear in the area.
It directly affects how the 1–5 ton explosion-proof overhead crane is built and certified.
- Determines the required protection level of motors and electrical systems
- Affects sealing design, insulation, and temperature limits
- Influences whether the crane is suitable for continuous or occasional hazardous exposure
If the zone is not correctly understood, the crane may be:
- Over-designed (higher cost than needed)
- Or under-protected (serious safety risk and compliance failure)
In real pharmaceutical projects, this is often where mistakes happen. The crane itself may look similar, but the internal explosion-proof rating can be completely different.
In short, for a 1–5 ton explosion-proof crane kit used in pharmaceutical production lines, understanding gas risk, dust risk, and zone classification is not optional. It is the base of correct selection, safe operation, and compliance approval.
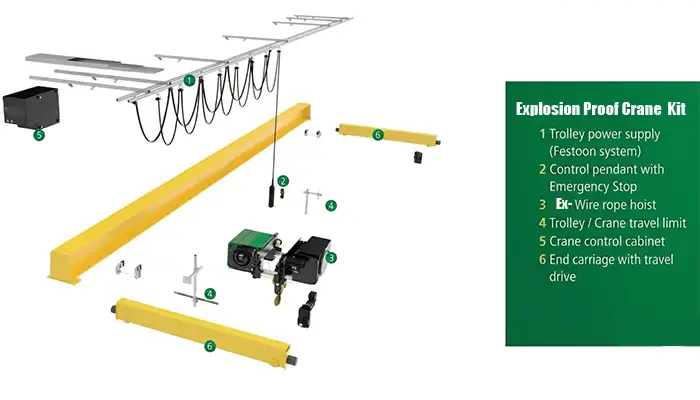
What Is Included in a 1–5 Ton Explosion-Proof Crane Kit in Pharmaceutical Production Lines
A 1–5 ton explosion-proof crane kit used in pharmaceutical production lines is not just a hoist and steel structure. It is a complete set of explosion-proof lifting components designed to work safely in areas with vapor or dust risk.
Each part has a clear role. When assembled together, they form a safe and controlled 1–5 ton explosion-proof overhead crane system suitable for pharmaceutical environments. Main parts and componnet in the explosion proof crane kit without main girder
Main parts and componnet in the explosion proof crane kit without main girder
Core Components of a 1–5 Ton Explosion-Proof Crane Kit
A standard 1–5 ton explosion-proof crane kit usually includes several key parts. These are the basic building blocks of the lifting system.
Explosion-Proof Electric Hoist
The hoist is the main lifting unit of the system. In pharmaceutical production lines, it is designed to operate safely in hazardous areas.
- Handles lifting of 1 to 5 ton loads in controlled environments
- Fully enclosed structure to prevent spark exposure
- Suitable for reactors, containers, and equipment handling
- Designed for stable low-speed lifting and positioning
This is the part that directly touches the load, so its explosion-proof level is critical.
Explosion-Proof Motors
Motors are used for both lifting and crane travel. In a 1–5 ton explosion-proof crane system, they must operate without creating ignition risks.
- Flameproof or increased safety design
- Stable operation under continuous or intermittent use
- Low heat generation during operation
- Used for hoisting, trolley movement, and bridge travel
In pharmaceutical production lines, motor reliability is important because shutdowns are often planned and costly.
Sealed Electrical Control Systems
The control system manages crane movement. In hazardous zones, it must be fully protected from external gas or dust.
- Explosion-proof control box with sealed structure
- Protected wiring and cable connections
- Safe operation in vapor or dust environments
- Compatible with pendant or remote control systems
This part ensures that operators can control the crane safely without exposure to risk areas.
End Trucks and Travel Mechanisms
End trucks support the movement of the crane along the runway beam. In a 1–5 ton explosion-proof overhead crane kit, they are designed for stability and safety.
- Smooth and stable travel along crane rails
- Anti-spark design in mechanical movement areas
- Built for precise positioning in narrow production spaces
- Supports controlled movement in clean or restricted areas
Functional Safety Design of Explosion-Proof Crane Kits
Beyond components, a 1–5 ton explosion-proof crane kit is defined by its safety design. In pharmaceutical production lines, this is what ensures the system can operate in real hazardous environments.
Spark Prevention Design
The most important safety principle is preventing ignition sources.
- No exposed electrical arcs during operation
- Enclosed components to isolate potential sparks
- Controlled mechanical contact points
- Safe operation in gas and dust environments
This is essential in solvent and powder handling areas.
Temperature Control Design
Heat buildup can also become a risk in pharmaceutical production lines.
- Motors designed with controlled temperature rise
- Heat dissipation structures integrated into components
- Operation within safe temperature limits for hazardous zones
- Reduced risk during continuous or repeated lifting cycles
Even small temperature control improvements matter in vapor-rich environments.
Explosion Containment Structure
If an internal fault occurs, the system is designed to contain it safely.
- Strong enclosures to withstand internal pressure
- Sealed housings for motors and electrical parts
- Prevention of flame or gas release into the environment
- Protection of surrounding production area and personnel
This is a core requirement for any certified 1–5 ton explosion-proof crane kit used in pharmaceutical production lines.
In summary, a 1–5 ton explosion-proof crane kit is not a single machine, but a system of protected components working together. Each part—from the hoist to the control system—must meet explosion-proof requirements to ensure safe lifting in pharmaceutical production environments with gas, vapor, or dust risks.
Cleanroom and Pharmaceutical Design Requirements for 1–5 Ton Explosion-Proof Crane Kits
In pharmaceutical production lines, a 1–5 ton explosion-proof crane or 1–5 ton explosion-proof crane kit is not only used in hazardous zones, but often also operates close to cleanroom or GMP-controlled environments. This creates a dual requirement: the crane must be explosion-proof and cleanroom-friendly at the same time. In practice, this affects materials, surface treatment, and how the equipment behaves during operation and maintenance.
Surface and Material Requirements
In pharmaceutical production, surfaces that shed particles or corrode easily are not acceptable. The crane must stay stable and clean over long-term use, especially in areas where cleaning is frequent.
- Smooth surface finishing to avoid dust accumulation
- Stainless steel or specially coated components for corrosion resistance
- Resistance to cleaning agents, disinfectants, and alcohol-based solutions
- No rough edges or exposed parts that can trap contamination
In many real installations, operators prefer simple, easy-to-wipe structures. The cleaner the surface design, the easier daily maintenance becomes.
Contamination Control in Explosion-Proof Crane Design
Even when the crane is explosion-proof, it still needs to avoid introducing contamination into pharmaceutical production areas. This is especially important in cleanroom-connected zones.
- Low particle emission during movement and operation
- Sealed lubrication systems to prevent oil leakage or dust spread
- Enclosed electrical and mechanical parts to reduce exposure
- Stable lifting motion to avoid air disturbance in sensitive areas
In practice, this means the crane should operate quietly and smoothly. No unnecessary vibration, no loose particles, and no exposed grease points.
Integration with GMP Environments in Pharmaceutical Production Lines
A 1–5 ton explosion-proof crane system used in pharmaceutical production lines must also support GMP compliance requirements. This is not about lifting capacity—it is about documentation, traceability, and controlled operation conditions.
- Equipment design must support GMP audit and inspection processes
- Materials and components should have traceable certification records
- Operation must not interfere with cleanroom validation standards
- Installation and maintenance should be documented and repeatable
In real pharmaceutical projects, inspectors often check not only the process itself, but also the equipment used in material handling. If the crane design creates contamination risk or lacks proper documentation, it can delay approval.
In short, for a 1–5 ton explosion-proof crane or crane kit in pharmaceutical production lines, cleanroom and GMP requirements are just as important as explosion-proof safety. The equipment must stay clean, stable, and traceable throughout its lifecycle, while still performing safe lifting in environments where both contamination control and hazardous gas or dust risks exist.
Capacity Selection: 1 Ton to 5 Ton Explosion-Proof Crane Kits in Pharmaceutical Production Lines
Selecting the right 1–5 ton explosion-proof crane or 1–5 ton explosion-proof crane kit in pharmaceutical production lines is usually not about "maximum lifting," but about matching real working loads, safety margin, and how often the crane is used.
Typical Load Ranges in Pharmaceutical Applications
In most pharmaceutical production lines, lifting tasks are relatively controlled and predictable. The capacity is usually selected based on equipment size and handling frequency.
- 1–2 ton range:
Used for small vessels, pumps, laboratory-scale equipment, and light container handling - 3–5 ton range:
Used for medium reactors, larger process tanks, IBC containers, and maintenance of production equipment
In practice, many buyers prefer a 1–5 ton explosion-proof overhead crane kit range because it covers most pharmaceutical handling needs without over-designing the system.
Safety Margin Considerations
In explosion-proof environments, capacity selection is never based only on nominal load. A safety margin is always included to handle real working conditions.
- Recommended margin: 20–30% above actual working load
- Accounts for lifting tools, slings, and dynamic movement
- Helps reduce long-term stress on hoist and structure
- Improves safety during positioning and start/stop motion
This is especially important in pharmaceutical production lines, where loads may vary slightly between batches or processes.
Duty Level and Usage Conditions
The same 1–5 ton explosion-proof crane kit can have very different lifespans depending on how it is used. In pharmaceutical plants, usage is often low-frequency but high-importance.
- Maintenance use:
Occasional lifting for equipment repair, inspection, or replacement - Production support use:
Regular handling of materials, containers, or process equipment
These differences directly affect:
- Hoist selection (standard vs higher duty class)
- Motor cooling and thermal performance
- Overall service life of the crane system
In real projects, it is often better to slightly upgrade duty level rather than underestimate usage conditions, especially in hazardous areas where downtime is costly and safety is critical.
Compliance and Certification (CNEX Focus for China Pharmaceutical Projects)
For a 1–5 ton explosion-proof crane kit used in pharmaceutical production lines in China, compliance is not optional. Certification directly affects whether the equipment can be legally installed, accepted, and passed during inspection.
What Is CNEX Certification
CNEX (China National Explosion-Proof Certification) is the official certification system for explosion-proof equipment in China. It is widely required in pharmaceutical plants, chemical workshops, and powder handling areas.
- Applies to key crane parts such as motors, hoists, control systems, and electrical components
- Confirms safe use in gas and dust hazardous zones
- Based on Chinese standards (GB/T 3836 series, aligned with IEC principles)
- Required for explosion-proof equipment used in regulated industrial sites
In simple terms, if a 1–5 ton explosion-proof crane is used in a hazardous zone in China, CNEX certification is usually part of the basic requirement.
CNEX and CCC Requirement in China
In China, explosion-proof electrical equipment is also linked to CCC (China Compulsory Certification) rules.
- Explosion-proof products must follow CCC Ex requirements
- CNEX-approved testing bodies handle certification and evaluation
- Equipment without proper certification cannot pass legal inspection or be used in regulated zones
What this means for buyers:
- The crane must match the actual hazard zone classification
- Certification documents must be complete for site inspection
- Traceability of components is required for audit and approval
What CNEX Covers and What It Does Not
CNEX mainly focuses on explosion-proof electrical safety, not the full crane structure.
Covers:
- Motors, hoists, electrical panels, and wiring safety
- Explosion protection performance in gas and dust environments
- Compliance with Chinese explosion-proof standards
Does NOT fully cover:
- Steel structure design and mechanical framework (handled by engineering standards)
- Full crane system certification in some project cases (may require additional inspection or documentation)
CNEX vs International Certifications
Different projects may require different certification systems depending on the project location.
- CNEX: Required for China domestic pharmaceutical and industrial projects
- ATEX: Required for European pharmaceutical plants and hazardous zones
- IECEx: Used for international projects or multi-country acceptance
Practical point:
For pharmaceutical projects with export or international standards, a dual certification approach (CNEX + ATEX or IECEx) is often used to avoid approval delays or equipment rejection.
Practical Certification Strategy for Pharmaceutical Projects
Certification planning should be done before crane design, not after manufacturing.
- Domestic China projects: CNEX + CCC is usually sufficient
- Export or multinational pharmaceutical projects: CNEX + ATEX or IECEx required
- Early confirmation helps avoid redesign, delays, and compliance issues during inspection
In short, for a 1–5 ton explosion-proof crane kit in pharmaceutical production lines, CNEX is the core certification for China. It ensures the equipment is legally approved, safe to operate, and accepted during industrial inspection and project validation.
Key Design Considerations for Buyers of 1–5 Ton Explosion-Proof Crane Kits
When selecting a 1–5 ton explosion-proof crane or 1–5 ton explosion-proof crane kit for pharmaceutical production lines, the design is not only about lifting capacity. It must match real plant conditions such as space, environment, and handling accuracy.
Precision and Control in Pharmaceutical Lifting
In pharmaceutical production lines, many lifting tasks involve sensitive equipment. This means the crane must move smoothly and respond accurately, not just lift weight.
- Stable lifting and lowering without sudden movement
- Smooth travel for positioning reactors, tanks, and containers
- Low-speed control for precise alignment during installation or maintenance
- Reduced swing to protect equipment and piping connections
In practice, operators often prefer simple and predictable control behavior. The crane should feel easy to guide, especially when working in tight process areas.
Space Constraints in Production Line Layouts
Pharmaceutical workshops are often compact. Equipment, piping, and cleanroom structures limit available space. Because of this, the crane design must fit the building, not the other way around.
- Compact structure suitable for low headroom workshops
- Optimized lifting height to match existing building height
- Narrow installation space between process lines and equipment
- Easy integration with existing runway beams or steel structures
In many real projects, space limitation becomes the main factor that decides whether a 1–5 ton explosion-proof overhead crane system can be installed without modification of the building.
Environmental Resistance in Pharmaceutical Conditions
Pharmaceutical production environments often involve cleaning chemicals, humidity, and sometimes corrosive substances. Over time, this can affect crane performance if not properly designed.
- Anti-corrosion surface treatment for long-term use
- Protection against humidity and chemical cleaning agents
- Sealed components to prevent internal damage or contamination
- Stable performance in frequent washdown or sterilization areas
This is especially important in areas where hygiene control is strict and equipment is cleaned regularly. A well-designed 1–5 ton explosion-proof crane kit should remain stable even after long exposure to such conditions.
Common Buyer Mistakes in 1–5 Ton Explosion-Proof Crane Kits for Pharmaceutical Production Lines
When selecting a 1–5 ton explosion-proof crane or 1–5 ton explosion-proof crane kit, many issues do not come from the crane itself, but from early planning and incomplete understanding of pharmaceutical requirements. These mistakes often lead to delays, compliance problems, or equipment that does not fit the real production environment.
Assuming All Explosion-Proof Certifications Are the Same
One common misunderstanding is thinking that any explosion-proof label means the same level of safety. In reality, certification systems differ by country and application.
- CNEX is required for China hazardous zone projects
- ATEX is used for European pharmaceutical environments
- IECEx is used for international or multi-region projects
In practice, a 1–5 ton explosion-proof crane kit may look similar, but certification level decides whether it can be legally used or accepted during inspection.
Ignoring CNEX Requirements for China-Based Projects
For projects in China, CNEX and CCC requirements are often mandatory. Some buyers overlook this at the early stage.
- Equipment may be designed without CNEX-certified components
- Certification delays happen after installation planning starts
- Rework or re-certification may be needed later
This is especially critical for pharmaceutical production lines, where inspection and approval are strict.
Focusing Only on Price Instead of Compliance
In real procurement decisions, price is often compared first. But for explosion-proof cranes, lower cost may mean missing key protection or certification requirements.
- Missing explosion-proof motor certification
- Incomplete control system protection
- Lack of documentation for audit and approval
In pharmaceutical environments, this can cause more cost later due to delays or redesign.
Providing Incomplete Application Data
A 1–5 ton explosion-proof crane kit must be designed based on real working conditions. When buyers provide incomplete information, the design may not match actual needs.
- Missing zone classification (gas or dust environment)
- Unclear load type or lifting frequency
- No details on space limitations or installation conditions
This often leads to redesign or adjustment during project execution.
Overlooking Cleanroom Compatibility
In pharmaceutical production lines, explosion-proof safety is not the only requirement. Cleanroom and GMP conditions also matter.
- Ignoring surface finish and corrosion resistance
- Not considering particle control during crane operation
- Overlooking cleaning and maintenance requirements
Even if the 1–5 ton explosion-proof crane system is safe, it may still not be suitable if it affects cleanliness or validation requirements.
In short, most problems in 1–5 ton explosion-proof crane selection for pharmaceutical production lines come from early-stage decisions. Clear certification understanding, complete technical data, and attention to cleanroom conditions are essential to avoid issues later in the project.
Practical Specification Checklist (1–5 Ton Explosion-Proof Crane for Pharmaceutical Production Lines)
| Section | Item | Details to Provide |
|---|---|---|
| Project Information | Industry | Pharmaceutical / Biotech / Chemical processing |
| Project Information | Country | Project location country |
| Project Information | Installation Environment | Hazardous area / Cleanroom / Mixed environment |
| Load Details | Rated Capacity | 1 ton / 2 ton / 3 ton / 5 ton (1–5 ton explosion-proof crane kit range) |
| Load Details | Lifting Object | Reactor / tank / drum / container / equipment part |
| Environment | Hazard Type | Gas / vapor / combustible dust presence |
| Environment | Zone Classification | Hazardous zone level (if available) |
| Crane Configuration | Span | Distance between runway beams |
| Crane Configuration | Lifting Height | Hook travel height requirement |
| Crane Configuration | Control Method | Pendant control / wireless remote / cabin control |
| Special Requirements | Cleanroom Grade | ISO / GMP cleanroom requirement (if applicable) |
| Special Requirements | Corrosion Protection | Anti-corrosion / humidity resistance / chemical resistance |
| Special Requirements | Certification Requirement | CNEX / CCC (China) / ATEX / IECEx (export projects) |
This checklist helps ensure a 1–5 ton explosion-proof crane system used in pharmaceutical production lines is correctly designed for safety, compliance, and real operating conditions, reducing the risk of redesign or approval delays.
FAQ: 1–5 Ton Explosion-Proof Crane Kits in Pharmaceutical Production Lines
Q: How do I select a 1–5 ton explosion-proof crane kit for pharmaceutical production lines?
A: You select it based on load weight, hazardous zone classification, and cleanroom requirements rather than only lifting capacity.
- First confirm real lifting objects (reactors, tanks, drums, equipment parts)
- Then match explosion risk level (gas, vapor, or dust)
- Finally check space, control method, and GMP or cleanroom conditions
Q: What is CNEX certification and why is it important for China-based pharmaceutical projects?
A: CNEX is the official explosion-proof certification in China and is required for equipment used in hazardous environments.
- It ensures motors, hoists, and electrical systems are safe in explosive gas or dust zones
- Without CNEX, a 1–5 ton explosion-proof crane cannot pass inspection or be legally used in many industrial sites in China
Q: How do gas, vapor, and dust risks affect crane configuration?
A: Different explosion risks directly decide the protection level and sealing design of the crane.
- Gas/vapor zones require flameproof electrical systems and sealed components
- Dust environments require anti-static and dust-tight designs
- Higher risk zones require stricter certification and protection levels
Q: Which parts of a 1–5 ton explosion-proof crane kit must be explosion-proof?
A: All electrical and moving drive components must meet explosion-proof requirements.
- Explosion-proof electric hoist
- Explosion-proof motors for lifting and travel
- Sealed control system and wiring
- Protected end trucks and travel mechanisms
Q: How can explosion-proof cranes be used together with cleanroom or GMP requirements?
A: The crane must be designed with both safety sealing and clean operation in mind.
- Smooth surfaces and corrosion-resistant materials reduce contamination risk
- Sealed lubrication prevents oil or particle leakage
- Stable motion helps maintain cleanroom airflow and conditions
Q: What certifications are needed for domestic China and export pharmaceutical projects?
A: Domestic projects mainly require CNEX and CCC, while export projects often require additional international certifications.
- China domestic: CNEX + CCC compliance
- Europe: ATEX certification required
- Global projects: IECEx often combined with CNEX or ATEX
Q: How can I avoid compliance problems and redesign risks when ordering a 1–5 ton explosion-proof crane kit?
A: The key is providing complete technical and environmental information before design starts.
- Clearly define load, space, and lifting conditions
- Confirm hazard zone classification early
- Specify required certifications (CNEX, ATEX, IECEx) in advance
- Avoid selecting based on price only, especially in pharmaceutical applications
Conclusion: Ensuring Safe, Compliant, and Efficient Lifting
A 1–5 ton explosion-proof crane kit used in pharmaceutical production lines must be selected based on real operating conditions, regulatory requirements, and long-term safety considerations.
For projects in China, CNEX and CCC certification are not optional—they are mandatory for legal operation and safety compliance. For international projects, combining CNEX with globally recognized certifications ensures flexibility and avoids costly project risks.
Ultimately, the right crane solution is one that integrates explosion-proof safety, cleanroom compatibility, and precise handling performance into a single, reliable system.
Article by Bella ,who has been in the hoist and crane field since 2016. Bella provides overhead crane & gantry crane consultation services for clients who need a customized overhead travelling crane solution.Contact her to get free consultation.